

I was rather looking forward to doing this task and thought it shouldn't be too tricky, I have the special tools for the job (for "have" read "have borrowed," mainly from the BMW club vintage section- thanks for the advice, John Winn) as well as some useful ones of my own.
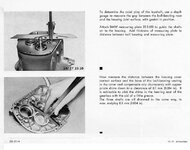
As things are turning out a few problems have popped up. I've found that when measuring the height of the bearings above the shimming plate the outer race of the bearing is pressed down by the weight of the depth micrometer and by the pressure of my fingers holding it in place, in fact it tips down about 0.07mm, and you can easily double that with a bit more pressure on the base of the mike. Of course you can say that this is a mere midge's dick (a technical term ) and not worth bothering with, but when you consider that the point of what we are measuring here is to provide an end float for the shafts of 0.1mm (four 'thous', or 0.004" in old money) then it becomes significant. By the way, this movement here is mainly the taking up of the clearance between the the balls, the inner and the outer races and is normal in a new bearing.
) and not worth bothering with, but when you consider that the point of what we are measuring here is to provide an end float for the shafts of 0.1mm (four 'thous', or 0.004" in old money) then it becomes significant. By the way, this movement here is mainly the taking up of the clearance between the the balls, the inner and the outer races and is normal in a new bearing.
What makes it more difficult is the fact that I can't bridge the base of the mike across the end of the shaft so as to have it bearing equally on diametrically opposite sides of the bearings because the inner race gets in the way, it is proud by 0.12 to 0.14mm in the case of the input and lay shaft and in the case of the output shaft the taper where the flange goes gets in the way.
Another point is that the shimming plate has a slight warp in it of .035mm in the middle. Actually, I can live with that, I've 'mapped' the distortion at various points on its surface with a dial gauge and a surface plate and marked the error in permanent marker at the various points, this lets me to allow for the error when measuring for the shim required.
Another source of uncertainty is the gap between the ball races and their holes in the shimming plate, they all have about 0.3mm clearance which allows them (bearings as well as the shafts) to rock just a tad, producing another small error.
Having encountered all the above points I'm wondering how anyone can accurately measure for the correct shim thickness. What mystifies me more is that if I wasn't so nerdy (it's what my daughter tells me I am) then I wouldn't have thought about all those points and would have just done the job without a care, possibly with a snatch of song on my lips, and could have ended up with anything between perfection and a wrecked gearbox.
So I have come to a conclusion. As all I have changed in the box are the bearings (the accuracy and precision of which is way beyond anything I could possibly measure) then I am going to simply replace the original shims. Life is too short. All this is not to say that I simply don't give a stuff, far from it, I believe I have found a way around some of the problems and in fact I would really be interested if somebody could throw some light on the above points.
As things are turning out a few problems have popped up. I've found that when measuring the height of the bearings above the shimming plate the outer race of the bearing is pressed down by the weight of the depth micrometer and by the pressure of my fingers holding it in place, in fact it tips down about 0.07mm, and you can easily double that with a bit more pressure on the base of the mike. Of course you can say that this is a mere midge's dick (a technical term
) and not worth bothering with, but when you consider that the point of what we are measuring here is to provide an end float for the shafts of 0.1mm (four 'thous', or 0.004" in old money) then it becomes significant. By the way, this movement here is mainly the taking up of the clearance between the the balls, the inner and the outer races and is normal in a new bearing.What makes it more difficult is the fact that I can't bridge the base of the mike across the end of the shaft so as to have it bearing equally on diametrically opposite sides of the bearings because the inner race gets in the way, it is proud by 0.12 to 0.14mm in the case of the input and lay shaft and in the case of the output shaft the taper where the flange goes gets in the way.
Another point is that the shimming plate has a slight warp in it of .035mm in the middle. Actually, I can live with that, I've 'mapped' the distortion at various points on its surface with a dial gauge and a surface plate and marked the error in permanent marker at the various points, this lets me to allow for the error when measuring for the shim required.
Another source of uncertainty is the gap between the ball races and their holes in the shimming plate, they all have about 0.3mm clearance which allows them (bearings as well as the shafts) to rock just a tad, producing another small error.
Having encountered all the above points I'm wondering how anyone can accurately measure for the correct shim thickness. What mystifies me more is that if I wasn't so nerdy (it's what my daughter tells me I am) then I wouldn't have thought about all those points and would have just done the job without a care, possibly with a snatch of song on my lips, and could have ended up with anything between perfection and a wrecked gearbox.
So I have come to a conclusion. As all I have changed in the box are the bearings (the accuracy and precision of which is way beyond anything I could possibly measure) then I am going to simply replace the original shims. Life is too short. All this is not to say that I simply don't give a stuff, far from it, I believe I have found a way around some of the problems and in fact I would really be interested if somebody could throw some light on the above points.



 It's wrong. ( ignore this advice if they've corrected it in the latest versions).
It's wrong. ( ignore this advice if they've corrected it in the latest versions).