I know the crown wheel replacement has been covered loads but if you could just please indulge me on a few questions regards the other bearings replacement I would appreciate some advice. I'm preparing my old GSA for another long trip later this year and I've got the final drive apart. The bike has done 105k and the crown wheel was changed at about 70. The bike did some hard rough miles between then and now.
The small taper bearing on the crown wheel looks/feels very worn and I can pull it maybe 1-2mm laterally in its cage - I'm guessing that's not normal - and there is some fluid seepage through to the UJ. Only a bit and it's probably been there for a while. I've certainly run my others like that but I reckon I might as well change the lot when I'm here.
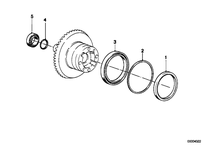
So - looking at the pdf manual, the big crown and taper bearings look simple enough - I'm going to get myself a good puller set like this cos I'm sure it will be useful - especially for dismantling the input bevel.
So - my question is.... is the dismantling/assembly of the input bevel straightforward (if you have the right tools) and is it worth the investment? I'm guessing I'd replace all the bearings and seals at the same time. Any advice welcome. This trip is about 12-14k with quite a bit of rough so it would almost certainly make it but I can do without titting about enroute, even though I'll carry a spare crown/seal. I don't think I've ever heard of a input bearing fail - except didn't someone have one that machined its way through the casing?
ta
The small taper bearing on the crown wheel looks/feels very worn and I can pull it maybe 1-2mm laterally in its cage - I'm guessing that's not normal - and there is some fluid seepage through to the UJ. Only a bit and it's probably been there for a while. I've certainly run my others like that but I reckon I might as well change the lot when I'm here.
So - looking at the pdf manual, the big crown and taper bearings look simple enough - I'm going to get myself a good puller set like this cos I'm sure it will be useful - especially for dismantling the input bevel.
So - my question is.... is the dismantling/assembly of the input bevel straightforward (if you have the right tools) and is it worth the investment? I'm guessing I'd replace all the bearings and seals at the same time. Any advice welcome. This trip is about 12-14k with quite a bit of rough so it would almost certainly make it but I can do without titting about enroute, even though I'll carry a spare crown/seal. I don't think I've ever heard of a input bearing fail - except didn't someone have one that machined its way through the casing?
ta

 quite probably with a diversion for some heat therapy
quite probably with a diversion for some heat therapy 
")